|
序号 |
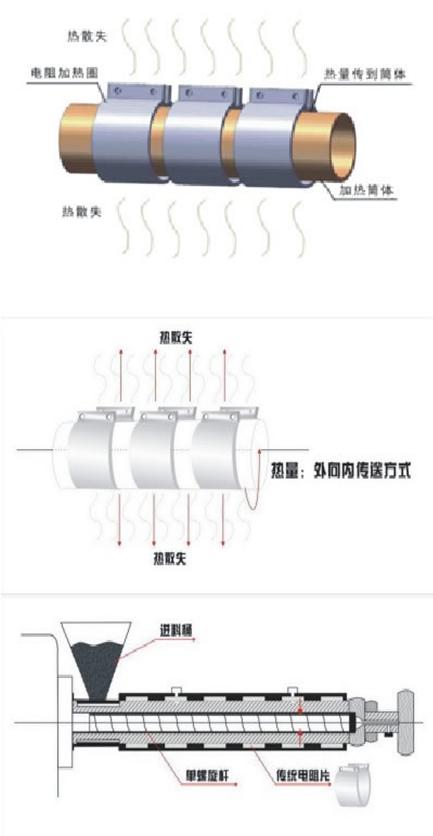
传统电热圈加热的特点 |
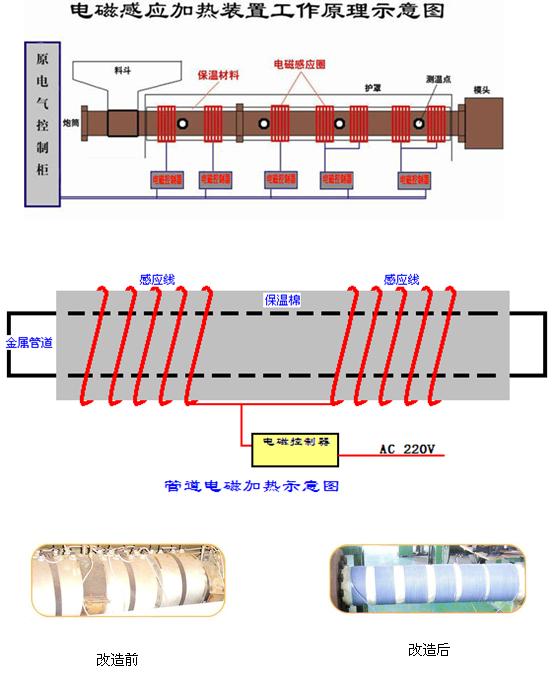
电磁感应加热的特点 |
|
1 |
接触式热传递加热,电热圈的电源连接端外露,安全性低,易产生漏电、短路等故障和触电的危险 |
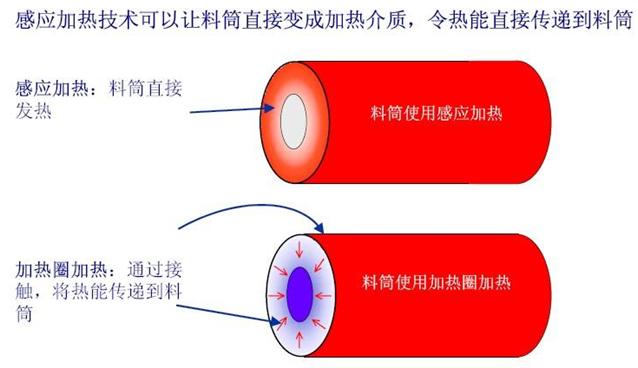
非接触电磁感应加热,电磁线圈为专用耐高温高压线,绝缘性能好,无须与加热金属直接接触,根本上杜绝了漏电、短路等问题 |
|
2 |
电热转换利用率低,超过20%以上的电能通过电热圈散失;30%以上的热量在热传递过程中散失,所以利用率一般不超过50%,效率低,耗能大,电能严重浪费,生产成本高 |
电热转换效率高达95%,线圈损耗约2%, 控制单元损耗约2%,加热体自身快速发热,保温棉可以将98%的能量保留在料筒上,热量利用充分,基本无散失,节电效果显著可达40%以上,大大降低了生产成本 |
|
3 |
热惯性大,加热速度慢,温度控制精确度差,影响成形质量,生产效率低 |
热惯性小,料筒内外壁温度一致,温度控制可精确到±1℃,明显改善产品质量,生产效率高 |
|
4 |
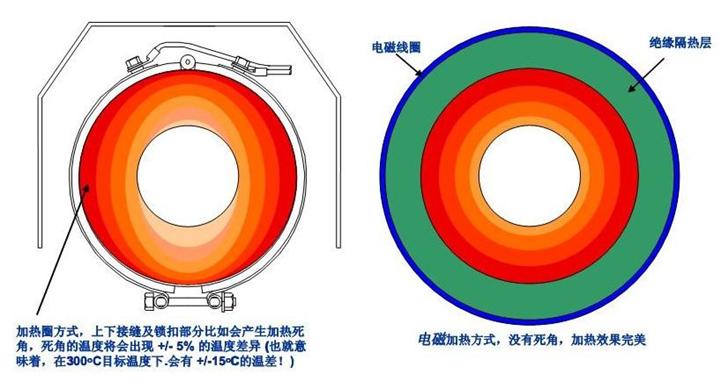
加热有死角且不均匀,加热圈不能完全包裹在料筒外层 |
加热无死角,高频磁场让料筒整体自身均匀快速发热 |
|
5 |
电热圈损坏率高,寿命短,需定期更换,检修维护工作量大,成本高 |
电磁线圈本身不会产生热量,寿命长,无需检修,无维护更换成本 |
|
6 |
电热圈外表温度高,需高温防护,易发生烫伤事故,且大部分热量散失在环境中,工作环境高温闷热,尤其是夏天温度高至40~50度,降温成本高,而且环境差招工困难 |
电磁线圈表面温度在40~50左右,手可以安全触摸,无需高温防护,安全可靠,且工作环境保持室温,车间无需降温措施,员工不用忍受高温不适,整体工作环境可得到较大的改善 |
|
7 |
热效率低,加热速度慢,开机预热所需时间长,影响生产效率 |
预热时间短,只需原时间的1/3~2/3,大大提高了生产效率 |
|
8 |
接触器触点高压大电流工作易烧坏,更换成本高,维护量大,影响正常生产运行 |
用温控器常开/常闭接口通过控制器的软启动接口,控制控制器的启动/停止,安全稳定,无须维护 |